- เลขที่ 8 ถนนเส้าหลิน
ถนนหลงเซียง
ตงเซียง เจ้อเจียง จีน - +86 573 89381086[email protected]
- ดาวน์โหลดโบรชัวร์ PDF
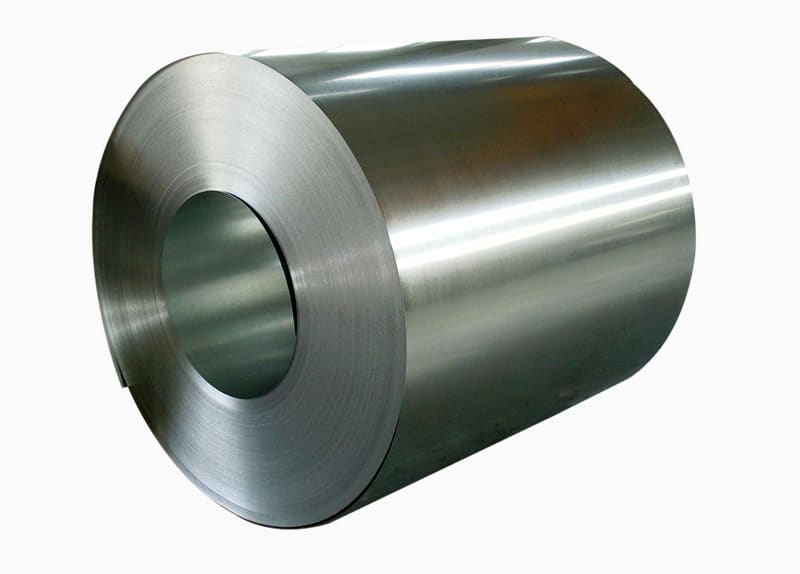
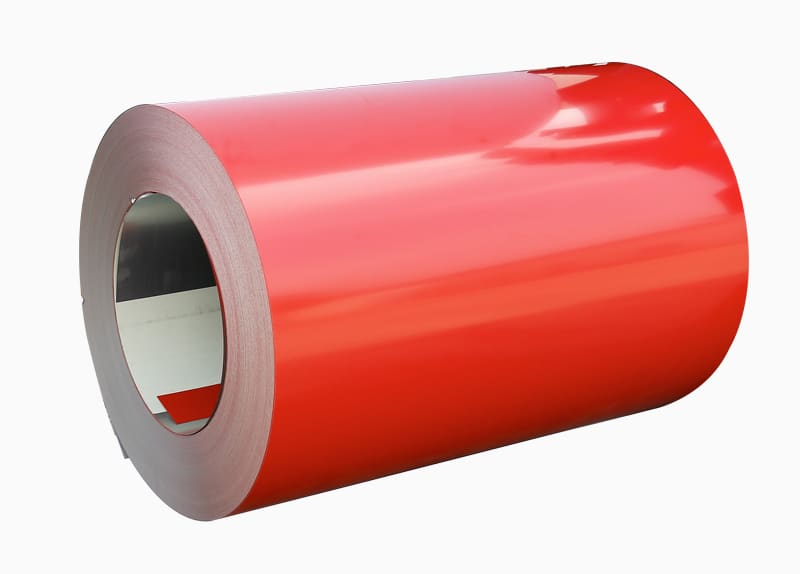
เหล็กม้วนเคลือบสี หรือที่เรียกกันอย่างแพร่หลายว่าเหล็กม้วนเคลือบสี, เหล็กม้วนเคลือบ PPGI (เหล็กชุบสังกะสีเคลือบสีล่วงหน้า) หรือเหล็กม้วนเคลือบสี เป็นเหล็กม้วนที่ผ่านการแปรรูปผ่านเส้นเคลือบคอยล์แบบต่อเนื่อง โดยทำความสะอาดพื้นผิวด้านใดด้านหนึ่งหรือทั้งสองด้าน เคลือบด้วยสารเคมี ลงสีพื้น และเคลือบสารอินทรีย์อย่างน้อยหนึ่งชั้นก่อนจะม้วนใหม่เพื่อการขนส่ง กระบวนการนี้ทำให้เกิดการเคลือบที่สม่ำเสมอและควบคุมโดยโรงงาน ซึ่งมีความสม่ำเสมอและทนทานมากกว่าการพ่นสีหลังการผลิตที่ใช้กับชิ้นส่วนที่ตัดหรือขึ้นรูป
สารตั้งต้นที่ใช้สำหรับ เหล็กม้วนเคลือบสี อาจแตกต่างกันอย่างมากขึ้นอยู่กับการใช้งานที่ต้องการ พื้นผิวที่พบมากที่สุดคือเหล็กชุบสังกะสีแบบจุ่มร้อน (GI) ซึ่งให้การป้องกันการกัดกร่อนจากสังกะสีใต้สารเคลือบอินทรีย์ วัสดุซับสเตรตอื่นๆ ได้แก่ กัลวาลูม (เหล็กเคลือบโลหะผสมสังกะสีผสมอลูมิเนียม หรือที่เรียกว่า AZ หรือ Zincalume) เหล็กชุบสังกะสีด้วยไฟฟ้า เหล็กรีดเย็น (CR) และเหล็กรีดร้อนชนิดดองและทาน้ำมัน (HRPO) เป็นครั้งคราวสำหรับการใช้งานในอุตสาหกรรมที่มีขนาดหนักกว่า การผสมผสานระหว่างการเคลือบโลหะและสีทับหน้าแบบออร์แกนิกทำให้ผลิตภัณฑ์เหล็กม้วนเคลือบสีมีการป้องกันหลายชั้นต่อการกัดกร่อน การเสื่อมสภาพของรังสียูวี และความเสียหายทางกล
กระบวนการเคลือบคอยล์ - บางครั้งเรียกว่าสายการเคลือบคอยล์แบบต่อเนื่องหรือกระบวนการ CCL - เป็นการดำเนินการผลิตแบบอัตโนมัติและความเร็วสูงที่ใช้การเคลือบกับแถบเหล็กที่ความเร็วของเส้นปกติตั้งแต่ 60 ถึง 150 เมตรต่อนาที การทำความเข้าใจขั้นตอนการผลิตช่วยให้ผู้ซื้อประเมินคำกล่าวอ้างด้านคุณภาพ และทำความเข้าใจว่าเหตุใดผลิตภัณฑ์เคลือบคอยล์จึงมีพฤติกรรมแตกต่างจากเหล็กเคลือบสีทั่วไป
ขั้นแรกแถบเหล็กจะผ่านขั้นตอนการทำความสะอาดหลายขั้นตอนเพื่อขจัดน้ำมันที่กลิ้ง ออกไซด์ของพื้นผิว และสิ่งปนเปื้อนโดยใช้น้ำยาทำความสะอาดแบบอัลคาไลน์และการชะล้างด้วยน้ำ ตามด้วยขั้นตอนการเตรียมสารเคมี ซึ่งโดยทั่วไปจะเป็นการเคลือบโครเมต ปราศจากโครเมต (เซอร์โคเนียมหรือไททาเนียม) หรือการเคลือบด้วยการแปลงเหล็กฟอสเฟต ซึ่งสร้างพื้นผิวที่ออกฤทธิ์ทางเคมีซึ่งส่งเสริมการยึดเกาะของชั้นไพรเมอร์ และให้การป้องกันสิ่งกีดขวางเพิ่มเติมต่อการกัดกร่อนใต้ฟิล์ม การเลือกใช้สารเคมีก่อนการบำบัดมีความสำคัญมากขึ้น เนื่องจากแรงกดดันด้านกฎระเบียบผลักดันอุตสาหกรรมให้หันไปใช้ระบบที่ปราศจากโครเมต
หลังจากการเตรียมผิวเบื้องต้น จะมีการทาสีรองพื้นด้วยลูกกลิ้งเคลือบที่ด้านใดด้านหนึ่งหรือทั้งสองด้านของแถบ ไพรเมอร์ — โดยทั่วไปจะเป็นสูตรอีพ็อกซี่ โพลียูรีเทน หรือโพลีเอสเตอร์ — ทำหน้าที่เป็นชั้นการยึดเกาะระหว่างสารเตรียมและสีทับหน้า และมักจะรวมเม็ดสีที่ยับยั้งการกัดกร่อน เช่น สตรอนเซียมโครเมตหรือซิงค์ฟอสเฟต จากนั้น แถบที่เตรียมไว้จะถูกส่งผ่านเตาอบเพื่อบ่ม โดยให้ความร้อนจนถึงอุณหภูมิโลหะสูงสุด (PMT) ที่ประมาณ 200–240°C เพื่อการบ่มด้วยความร้อน ความหนาของฟิล์มสีรองพื้นแห้งโดยทั่วไปมีตั้งแต่ 5 ถึง 8 ไมครอน
สีทับหน้าจะถูกทาทับไพรเมอร์ที่บ่มแล้วโดยสถานีเคลือบลูกกลิ้งที่สอง เป็นชั้นที่ให้สี ความเงา และประสิทธิภาพพื้นผิวของเหล็กม้วนเคลือบสีสำเร็จรูป หลังจากการใช้งาน แถบจะผ่านเตาอบที่สอง — อีกครั้งจนถึงอุณหภูมิ PMT ปกติ 220–250°C ขึ้นอยู่กับระบบเรซิน — จากนั้นจึงดับด้วยน้ำเพื่อทำให้แถบเคลือบเย็นลงอย่างรวดเร็วก่อนจะม้วนใหม่ มักใช้สีเคลือบด้านหลังที่ด้านหลังระหว่างขั้นตอนการไพรเมอร์หรือสีทับหน้า เพื่อป้องกันการกัดกร่อนและขึ้นรูปได้บนพื้นผิวที่มองไม่เห็น
ระบบเรซินเคลือบทับหน้าเป็นตัวกำหนดที่สำคัญที่สุดเพียงตัวเดียวของประสิทธิภาพการทนต่อสภาพดินฟ้าอากาศ ความยืดหยุ่น ความทนทานต่อสารเคมี และอายุการใช้งานของผลิตภัณฑ์เหล็กเคลือบสี เคมีเรซินที่แตกต่างกันนำเสนอโปรไฟล์ประสิทธิภาพที่แตกต่างกันซึ่งเหมาะสมกับการใช้งานขั้นสุดท้ายและสภาวะการสัมผัสที่แตกต่างกัน
โพลีเอสเตอร์มาตรฐานเป็นเรซินเคลือบทับหน้าที่ใช้กันอย่างแพร่หลายมากที่สุดในอุตสาหกรรมเหล็กม้วนเคลือบสี เนื่องจากมีต้นทุนต่ำ ความสามารถในการขึ้นรูปเป็นเลิศ ช่วงสีที่ดี และประสิทธิภาพเพียงพอสำหรับการใช้งานภายในและภายนอกอาคาร ความหนาของฟิล์มสีแห้งโดยทั่วไปคือ 15–25 ไมครอน การเคลือบ PE มาตรฐานมีความต้านทานรังสียูวีจำกัด และโดยทั่วไปไม่แนะนำสำหรับการใช้งานสถาปัตยกรรมภายนอกที่มีอายุการใช้งานการออกแบบเกิน 10 ปีในสภาพแวดล้อมที่รุนแรง นิยมใช้มากที่สุดสำหรับมุงหลังคาภายใน งานหุ้มอุตสาหกรรมทั่วไป แผงเครื่องใช้ไฟฟ้า และชั้นวางของ
การเคลือบโพลีเอสเตอร์ดัดแปลงด้วยซิลิกอนรวมเรซินซิลิโคนไว้ในแกนหลักโพลีเอสเตอร์ ช่วยเพิ่มความต้านทานรังสียูวีและความต้านทานความร้อนได้อย่างมากเมื่อเทียบกับ PE มาตรฐาน การเคลือบ SMP ถูกนำมาใช้กันอย่างแพร่หลายสำหรับงานหลังคาภายนอกและการหุ้มในสภาพอากาศปานกลาง โดยมีอายุการออกแบบโดยทั่วไปอยู่ที่ 15-20 ปีสำหรับการคงสีและความต้านทานของชอล์ก ความหนาของฟิล์มใกล้เคียงกับ PE มาตรฐานที่ 20–25 ไมครอน SMP ให้ความสมดุลที่ดีระหว่างประสิทธิภาพและต้นทุนสำหรับการใช้งานในการก่อสร้างทั่วไป
เรซิน HDP ได้รับการผสมสูตรด้วยเส้นใยโพลีเอสเตอร์ที่มีน้ำหนักโมเลกุลสูงกว่า และแพ็คเกจป้องกันรังสี UV ที่ได้รับการปรับให้เหมาะสม เพื่อให้ประสิทธิภาพในสภาพอากาศที่ดีขึ้นเหนือ PE มาตรฐาน โดยไม่ต้องใช้ PVDF ระดับพรีเมียมเต็มราคา การเคลือบ HDP ได้รับการระบุมากขึ้นว่าเป็นตัวเลือกระดับกลางที่คุ้มต้นทุนสำหรับการใช้งานภายนอก โดยที่ประสิทธิภาพของ SMP นั้นอยู่ในขอบเขต แต่ข้อกำหนด PVDF แบบเต็มนั้นไม่ได้รับการพิสูจน์ในเชิงพาณิชย์ อายุการออกแบบโดยทั่วไปคือ 20-25 ปีสำหรับการต้านทานชอล์กในสภาพอากาศปานกลาง
การเคลือบที่ใช้ PVDF ซึ่งจำหน่ายภายใต้ชื่อทางการค้า เช่น Kynar 500 และ Hylar 5000 เป็นตัวแทนของสีเคลือบทับหน้าคอยล์เหล็กเคลือบสีระดับพรีเมี่ยม และเป็นเกณฑ์มาตรฐานสำหรับการใช้งานทางสถาปัตยกรรมที่มีอายุการใช้งานยาวนาน แกนหลักของฟลูออโรโพลีเมอร์ให้ความทนทานต่อรังสี UV, สีชอล์ก, สีซีดจาง, การโจมตีทางเคมี และการเก็บกักสิ่งสกปรก สูตรมาตรฐานประกอบด้วยเรซิน PVDF 70% และอะคริลิค 30% โดยทั่วไปความหนาของฟิล์มจะอยู่ที่ 25–27 ไมครอนสำหรับระบบเคลือบสองชั้นมาตรฐาน ขดลวดเหล็กเคลือบสีเคลือบ PVDF ได้รับการระบุไว้สำหรับหลังคาสถาปัตยกรรมระดับไฮเอนด์ ผนังม่าน และการหุ้มด้านหน้าอาคาร โดยต้องมีระยะเวลาการรับประกัน 30-40 ปี เรซินฟลูออโรเอทิลีนไวนิลอีเทอร์ (FEVE) มีประสิทธิภาพที่เทียบเคียงได้ และได้รับส่วนแบ่งการตลาดในการเคลือบสถาปัตยกรรมที่ใช้ตัวทำละลาย
การเคลือบพลาสติซอลเป็นการเคลือบ PVC อย่างหนา โดยทาที่ฟิล์มแห้งที่มีความหนา 100–200 ไมครอน ทำให้เกิดพื้นผิวที่มีพื้นผิวสูงพร้อมความต้านทานการขีดข่วน การขึ้นรูป และคุณสมบัติการลดเสียงได้ดีเยี่ยม โดยทั่วไปจะระบุไว้สำหรับแผ่นหลังคา ผนัง และอาคารเกษตรกรรมในตลาดยุโรปเหนือ ข้อจำกัดหลักของพลาสติซอลคือความต้านทานรังสียูวีที่ค่อนข้างต่ำเมื่อเทียบกับ PVDF และแนวโน้มที่จะเกิดชอล์กในสภาพแวดล้อมที่มีรังสียูวีสูง แม้ว่าตัวแปรที่มีความเสถียรต่อรังสียูวีจะปรับปรุงความทนทานกลางแจ้งอย่างมีนัยสำคัญ
เหล็กม้วนเคลือบสีผลิตและซื้อขายตามมาตรฐานระดับชาติและนานาชาติต่างๆ ที่กำหนดเกรดของพื้นผิว น้ำหนักเคลือบ สมบัติทางกล และคุณภาพพื้นผิว ความคุ้นเคยกับมาตรฐานที่สำคัญที่สุดจะช่วยป้องกันข้อผิดพลาดด้านข้อมูลจำเพาะและความเข้าใจผิดในห่วงโซ่อุปทาน
| มาตรฐาน | ภูมิภาค | ขอบเขต |
| อีเอ็น 10169 | ยุโรป | ผลิตภัณฑ์เหล็กแผ่นเคลือบอินทรีย์อย่างต่อเนื่อง — ข้อกำหนดและการทดสอบ |
| มาตรฐาน ASTM A755 | สหรัฐอเมริกา | เหล็กแผ่นเคลือบเมทัลลิกโดยกรรมวิธีจุ่มร้อน และเคลือบสีด้วยกระบวนการเคลือบคอยล์ |
| JIS G3312 | ญี่ปุ่น | เหล็กแผ่นและคอยล์เคลือบสังกะสีแบบจุ่มร้อนและเคลือบโลหะผสมสังกะสีเคลือบสี |
| กิกะไบต์/ที 12754 | จีน | เหล็กแผ่นและแถบเคลือบสี — มาตรฐานแห่งชาติครอบคลุมผลิตภัณฑ์ PPGI และ PPGL |
| เช่น 1397 | ออสเตรเลีย/นิวซีแลนด์ | เหล็กแผ่นและแถบ — เคลือบสังกะสีแบบจุ่มร้อนหรือเคลือบอลูมิเนียม/สังกะสี ที่เกี่ยวข้องกับ Colorbond และผลิตภัณฑ์ PPGL ที่คล้ายกัน |
เมื่อจัดหาเหล็กม้วนเคลือบสีในระดับสากล โดยเฉพาะจากโรงงานในจีนหรือเอเชียตะวันออกเฉียงใต้ จำเป็นต้องยืนยันว่าผลิตภัณฑ์นั้นผลิตตามมาตรฐานใด เนื่องจากเกรดคุณสมบัติทางกล น้ำหนักเคลือบสังกะสี และความทนทานต่อความหนาของฟิล์มแตกต่างกันอย่างมีนัยสำคัญระหว่างมาตรฐาน ขอใบรับรองการทดสอบโรงงาน (MTC) ที่อ้างอิงถึงมาตรฐานที่เกี่ยวข้องอย่างชัดเจนและรวมค่าที่วัดได้สำหรับน้ำหนักการเคลือบสังกะสี ความหนาของฟิล์มแห้ง ระดับความมันวาว และผลการทดสอบโค้งงอรูปตัว T

การซื้อเหล็กม้วนเคลือบสีโดยไม่ตรวจสอบข้อกำหนดทางเทคนิคอย่างละเอียดเป็นหนึ่งในสาเหตุที่พบบ่อยที่สุดของปัญหาด้านประสิทธิภาพและข้อพิพาทด้านการรับประกันในการก่อสร้างและการผลิต ต่อไปนี้คือพารามิเตอร์สำคัญที่ต้องระบุและตรวจสอบ:
เหล็กม้วนเคลือบสีเป็นหนึ่งในวัสดุก่อสร้างและอุตสาหกรรมที่หลากหลายที่สุดที่มีอยู่ ซึ่งให้บริการในตลาดปลายทางที่โดดเด่นหลากหลายประเภท การทำความเข้าใจสถานที่และวิธีการใช้งานช่วยให้ผู้ซื้อสามารถจัดข้อกำหนดของผลิตภัณฑ์ให้สอดคล้องกับข้อกำหนดการบริการจริงได้
การก่อสร้างถือเป็นภาคส่วนการใช้งานปลายทางที่ใหญ่ที่สุดสำหรับเหล็กม้วนเคลือบสีทั่วโลก โดยใช้เวลาประมาณ 60–70% ของการผลิตทั้งหมด การใช้งานต่างๆ ได้แก่ แผ่นหลังคาโปรไฟล์ แผงผนัง ระบบหลังคาตะเข็บยืน แผงแซนวิชคอมโพสิต ด้านหน้าม่านกันฝน ระบบรางน้ำและน้ำฝน และส่วนประกอบโครงเหล็ก สำหรับการมุงหลังคาและการหุ้ม พื้นผิว PPGL (กัลวาลูมที่ทาสีล่วงหน้า) ที่ใช้กัลวาลูมพร้อมสีทับหน้า SMP หรือ PVDF เป็นที่ต้องการมากกว่า PPGI ที่เคลือบสังกะสี เนื่องจากความต้านทานการกัดกร่อนของขอบตัดที่เหนือกว่าของการเคลือบโลหะผสมอลูมิเนียมสังกะสี
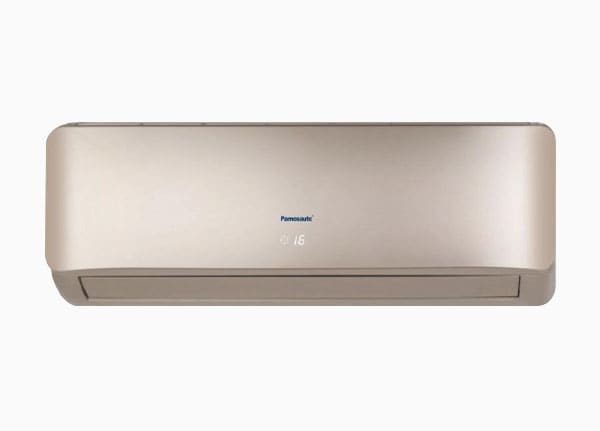
ตู้เย็น เครื่องซักผ้า เครื่องปรับอากาศ เตาไมโครเวฟ และเครื่องล้างจานล้วนใช้แผงเหล็กเคลือบสีสำหรับส่วนประกอบตัวถังภายนอกและภายใน เหล็กม้วนเคลือบสีเกรดสำหรับเครื่องใช้ไฟฟ้าต้องการความต้านทานการขีดข่วนที่ดีเยี่ยม ทนต่อสารเคมีต่อผงซักฟอกและผลิตภัณฑ์ทำความสะอาด ลักษณะพื้นผิวเรียบ และสีสม่ำเสมอตลอดปริมาณการผลิตที่สูง โดยทั่วไปจะใช้การเคลือบโพลีเอสเตอร์และโพลียูรีเทน โดยมักจะมีการเคลือบพื้นผิวป้องกันรอยนิ้วมือหรือป้องกันแบคทีเรียเป็นพิเศษสำหรับแผงที่มองเห็นได้
รถพ่วงรถบรรทุก ตู้รถไฟ แผงตัวถังรถบัส ประตูตู้คอนเทนเนอร์ และตู้คอนเทนเนอร์ขนส่งสินค้า ผลิตจากเหล็กม้วนเคลือบสี การใช้งานเหล่านี้ต้องการความต้านทานแรงกระแทกสูง มีความสามารถในการขึ้นรูปที่ดีสำหรับรูปร่างแผงที่ซับซ้อน และความทนทานภายใต้ความเค้นเชิงกลซ้ำๆ และการสัมผัสสภาพอากาศ พลาสติซอลชนิดหนาหรือสารเคลือบโพลีเอสเตอร์ที่มีโครงสร้างสูงมักถูกระบุในภาคนี้เนื่องจากมีการต้านทานการแตกและการขีดข่วนที่เหนือกว่า
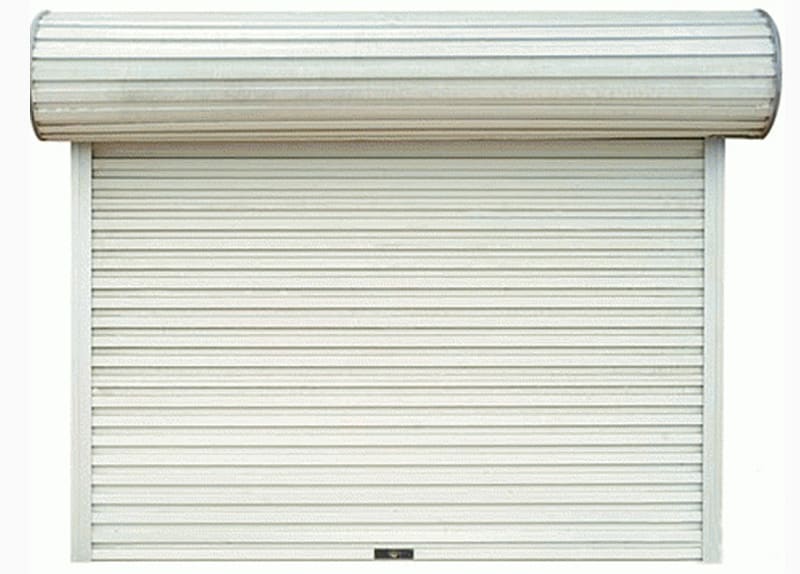
ชั้นวางเหล็ก ระบบชั้นวางของ แผงล็อกเกอร์ เฟอร์นิเจอร์สำนักงาน ประตูโรงรถ และตู้อุตสาหกรรม ผลิตจากเหล็กม้วนเคลือบสีในปริมาณมาก ในการใช้งานเหล่านี้ ประสิทธิภาพด้านต้นทุนเป็นตัวขับเคลื่อนหลัก และการเคลือบโพลีเอสเตอร์มาตรฐานบนพื้นผิวสังกะสี Z100–Z140 ก็เพียงพอแล้ว ความสม่ำเสมอของสีและคุณภาพพื้นผิวเป็นสิ่งสำคัญเมื่อผลิตภัณฑ์สำเร็จรูปจะปรากฏให้เห็นในสภาพแวดล้อมการค้าปลีกหรือสำนักงาน
วัสดุพิมพ์หลักสองประเภทสำหรับคอยล์เหล็กเคลือบสี ได้แก่ PPGI (เหล็กชุบสังกะสีเคลือบสีล่วงหน้า เคลือบสังกะสี) และ PPGL (กัลวาลูมเคลือบสีล่วงหน้า เคลือบอลูมิเนียม-สังกะสี) มักสับสนหรือใช้แทนกันโดยผู้ซื้อ แต่มีโปรไฟล์ประสิทธิภาพที่แตกต่างกันอย่างมีนัยสำคัญซึ่งควรขับเคลื่อนการเลือกวัสดุพิมพ์
| คุณสมบัติ | PPGI (สังกะสี) | PPGL (กัลวาลูม / AZ) |
| ส่วนประกอบของสารเคลือบเมทัลลิก | สังกะสีบริสุทธิ์ (99% Zn) | อัล 55%, สังกะสี 43.5%, ศรี 1.5% |
| ความต้านทานการกัดกร่อนของพื้นผิวเรียบ | ดี | ดีเยี่ยม (ดีกว่า GI 2–4 เท่า) |
| ความต้านทานการกัดกร่อนของคมตัด | ดีเยี่ยม (ป้องกันสังกะสีแบบบูชายัญ) | ปานกลาง (เสียสละน้อยกว่า) |
| ทนความร้อน | ปานกลาง (สังกะสีละลายที่ 420°C) | ดี (Al content raises resistance) |
| ความสามารถในการขึ้นรูป | ดีมาก | ดี (slightly less ductile) |
| ต้นทุนสัมพัทธ์ | ล่าง | สูงขึ้นเล็กน้อย |
| เหมาะที่สุดสำหรับ | เครื่องใช้ไฟฟ้า การก่อสร้างทั่วไป การใช้งานภายใน | หลังคาที่มีอายุการใช้งานยาวนาน สภาพแวดล้อมชายฝั่งทะเลและเชิงรุก |
สำหรับการใช้งานหลังคาภายนอกและการหุ้มที่มีอายุการใช้งานยาวนานส่วนใหญ่ — โดยเฉพาะอย่างยิ่งในสภาพแวดล้อมชายฝั่ง อุตสาหกรรม หรือเขตร้อน — PPGL เป็นวัสดุตั้งต้นที่ต้องการ เนื่องจากมีความต้านทานการกัดกร่อนโดยรวมที่ดีกว่าอย่างมีนัยสำคัญ ในกรณีที่แผ่นโปรไฟล์ถูกตัดให้มีความยาวที่ไซต์งานและการป้องกันขอบเป็นสิ่งสำคัญอันดับแรก การกระทำของสังกะสีแบบเสียสละของ PPGI จะให้ข้อได้เปรียบ ในตลาดหลายแห่ง วัสดุพิมพ์ทั้งสองประเภทมีจำหน่ายในระบบการเคลือบและช่วงสีเดียวกัน ดังนั้นตัวเลือกจึงเป็นการตัดสินใจที่ตรงไปตรงมาด้านประสิทธิภาพเทียบกับต้นทุน โดยพิจารณาจากสภาพแวดล้อมการสัมผัสที่เฉพาะเจาะจง
เหล็กม้วนเคลือบสีมีความเสี่ยงต่อความเสียหายหลายรูปแบบระหว่างการเก็บรักษาและการจัดการ ซึ่งสามารถป้องกันได้ทั้งหมดด้วยขั้นตอนที่เหมาะสม ความเสียหายที่เกิดขึ้นในขั้นตอนนี้มักจะไม่สามารถย้อนกลับได้ และส่งผลให้มีการปฏิเสธวัสดุที่มีค่าใช้จ่ายสูงหรือประสิทธิภาพการบริการลดลง
ด้วยประสิทธิภาพการป้องกันสนิมสูง จึงเป็นที่นิยมใช้ในงานก่...
ชื่อเต็มของ PPGI / PPGL COIL คือขดลวดเหล็กชุบสังกะสี / กั...
พอร์ต: เจ้อเจียง จีน ข้อดีของขดลวดเหล็กชุบสังกะสีเคลือ...
การประยุกต์ใช้ PPGI การก่อสร้าง:ภายนอก:การประชุมเชิงปฏ...




