- เลขที่ 8 ถนนเส้าหลิน
ถนนหลงเซียง
ตงเซียง เจ้อเจียง จีน - +86 573 89381086[email protected]
- ดาวน์โหลดโบรชัวร์ PDF
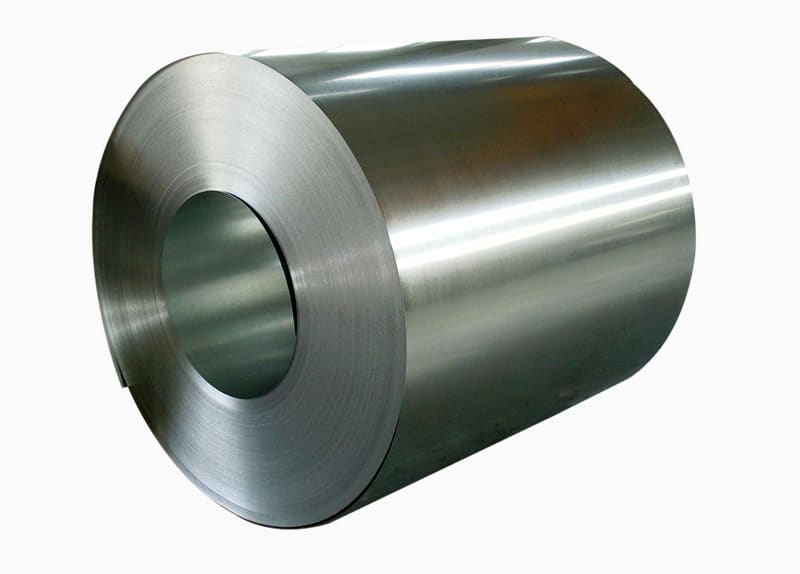
การเดินทางของเหล็กม้วนเริ่มต้นเป็นเวลานานก่อนที่จะถึงโรงงานหรือสถานที่ก่อสร้าง โดยเริ่มจากวัตถุดิบ เช่น แร่เหล็ก ถ่านโค้ก และหินปูน ซึ่งป้อนเข้าไปในเตาถลุงเหล็ก และนำไปหลอมเป็นเหล็กหมูเหลวที่อุณหภูมิเกิน 2,700°F (1,480°C) จากนั้นเหล็กหลอมเหลวจะถูกถ่ายโอนไปยังเตาออกซิเจนพื้นฐาน (BOF) หรือเตาอาร์คไฟฟ้า (EAF) ซึ่งสิ่งเจือปนจะถูกกำจัดออก และปริมาณคาร์บอนจะถูกปรับอย่างระมัดระวังเพื่อผลิตเหล็กเหลวที่มีองค์ประกอบที่ต้องการ
เหล็กเหลวจะถูกหล่ออย่างต่อเนื่องเป็นแผ่นหนา โดยทั่วไปจะมีความหนา 200 ถึง 250 มม. และกว้างไม่เกิน 2 เมตร แผ่นคอนกรีตเหล่านี้เป็นจุดเริ่มต้นสำหรับผลิตภัณฑ์เหล็กแผ่นรีดแบนทั้งหมด รวมถึงเหล็กม้วนด้วย หลังจากการหล่อ แผ่นพื้นจะถูกนำไปแปรรูปทันทีหรืออุ่นในเตาอุ่นแผ่นพื้นก่อนเข้าสู่โรงสีแถบร้อน ซึ่งเป็นอุปกรณ์ที่รับผิดชอบโดยตรงที่สุดในการผลิตเหล็กม้วนรีดร้อน
ในโรงสีแถบร้อน แผ่นคอนกรีตที่ได้รับความร้อนจะถูกบีบอย่างต่อเนื่องระหว่างชุดแท่นรีด โดยแต่ละแท่นจะลดความหนาลงในขณะที่แถบจะยาวและเร็วขึ้น เมื่อแถบออกจากแท่นตกแต่ง แถบอาจเคลื่อนที่ด้วยความเร็ว 80 กม./ชม. หรือมากกว่า และลดขนาดจากแผ่นพื้น 250 มม. เหลือแถบที่บางเพียง 1.5 มม. จากนั้นแถบดังกล่าวจะถูกทำให้เย็นลงบนโต๊ะวิ่งออกโดยใช้สเปรย์น้ำควบคุมก่อนที่จะถูกพันเป็นขดลวดโดยดาวน์คอยล์ อุณหภูมิคอยล์ได้รับการจัดการอย่างระมัดระวัง เนื่องจากส่งผลโดยตรงต่อโครงสร้างจุลภาคและคุณสมบัติทางกลของผลิตภัณฑ์ขั้นสุดท้าย
เหล็กแผ่นรีดร้อนสามารถขายได้โดยตรงสำหรับการใช้งานหลายประเภท แต่สำหรับการใช้งานที่ต้องการพิกัดความเผื่อที่เข้มงวดมากขึ้น คุณภาพพื้นผิวที่ดีขึ้น หรือมีความแข็งแรงสูงขึ้น จำเป็นต้องมีการประมวลผลเพิ่มเติม เหล็กแผ่นรีดร้อนจะถูกดองในขั้นแรก โดยผ่านอ่างกรดไฮโดรคลอริกหรือกรดซัลฟิวริก เพื่อขจัดคราบออกไซด์ออกจากพื้นผิว สิ่งนี้จะสร้างคอยล์ดองและทาน้ำมัน (P&O) ซึ่งสามารถใช้ได้โดยตรงหรือส่งไปรีดเย็น
ในโรงรีดเย็น แถบดองจะถูกลดความหนาลงอีกที่อุณหภูมิห้อง โดยทั่วไปประมาณ 50–90% ของเกจที่เข้ามา สิ่งนี้ช่วยปรับปรุงความเรียบ ผิวสำเร็จของพื้นผิว และความแม่นยำของมิติได้อย่างมาก ในขณะเดียวกันก็เพิ่มความแข็งแรงของผลผลิตผ่านการชุบแข็งของงานอีกด้วย จากนั้นเหล็กม้วนรีดเย็นจะถูกอบอ่อน — ให้ความร้อนในเตาควบคุมบรรยากาศ — เพื่อคืนความเหนียวที่สูญเสียไประหว่างการทำงานเย็น สายการผลิตการอบอ่อนแบบต่อเนื่องสมัยใหม่สามารถแปรรูปขดลวดได้ด้วยความเร็วสูง ในขณะที่การอบอ่อนแบบเป็นชุด (โดยใช้เตาหลอมแบบระฆัง) ใช้สำหรับผลิตภัณฑ์ที่ต้องการการอบอ่อนมาก
หลังจากการอบอ่อน เหล็กแผ่นรีดเย็นมักจะผ่านการรีดด้วยอุณหภูมิ ซึ่งลดลงเล็กน้อยประมาณ 0.5–2% ซึ่งช่วยลดการยืดตัวของจุดคราก (ปรากฏการณ์ที่จะทำให้เกิดรอยบนพื้นผิวที่เรียกว่าเส้นLüdersในระหว่างการขึ้นรูป) และปรับแต่งพื้นผิวและความเรียบของแถบอย่างละเอียด คอยล์ที่มีข้อบกพร่องด้านความเรียบอาจถูกประมวลผลผ่านเส้นปรับระดับความตึง ซึ่งจะยืดแถบเพื่อขจัดคลื่น ชุดคอยล์ หรือหน้าไม้
เหล็กม้วนส่วนใหญ่ที่ใช้ทั่วโลกได้รับการเคลือบป้องกันหรือตกแต่งก่อนที่จะถึงมือผู้ใช้ ไลน์การเคลือบเป็นการทำงานที่ต่อเนื่องและความเร็วสูง โดยแถบเหล็กจะถูกทำความสะอาด บำบัดเบื้องต้น เคลือบ และตากให้แห้งหรือบ่มด้วยการผ่านไลน์เพียงครั้งเดียว ประเภทของการเคลือบที่ใช้จะกำหนดความต้านทานการกัดกร่อน ความสามารถในการขึ้นรูป ความสามารถในการทาสี และลักษณะพื้นผิวของผลิตภัณฑ์ขั้นสุดท้าย
ในการชุบสังกะสีแบบจุ่มร้อนอย่างต่อเนื่อง แถบเหล็กจะถูกทำความสะอาดและอบอ่อนในบรรยากาศที่มีการป้องกัน ก่อนที่จะนำไปจุ่มลงในอ่างสังกะสีหลอมเหลวที่อุณหภูมิประมาณ 460°C เมื่อแถบออกจากหม้อสังกะสี มีดลมจะเป่าสังกะสีส่วนเกินออกเพื่อควบคุมความหนาของสารเคลือบ น้ำหนักเคลือบสังกะสี — แสดงเป็นกรัมต่อตารางเมตร (กรัม/ตรม.) — มีตั้งแต่ Z60 (60 กรัม/ตรม.) สำหรับการใช้งานภายในงานเบา ไปจนถึง Z275 (275 กรัม/ตรม.) สำหรับการใช้งานกลางแจ้งหรือโครงสร้างที่มีความต้องการสูง สังกะสีจะยึดเกาะกับพื้นผิวเหล็กในเชิงโลหะ โดยให้การป้องกันสิ่งกีดขวางตลอดจนการป้องกันแคโทด (บูชายัญ) ที่ป้องกันสนิมไม่ให้แพร่กระจายแม้ว่าสารเคลือบจะมีรอยขีดข่วนก็ตาม
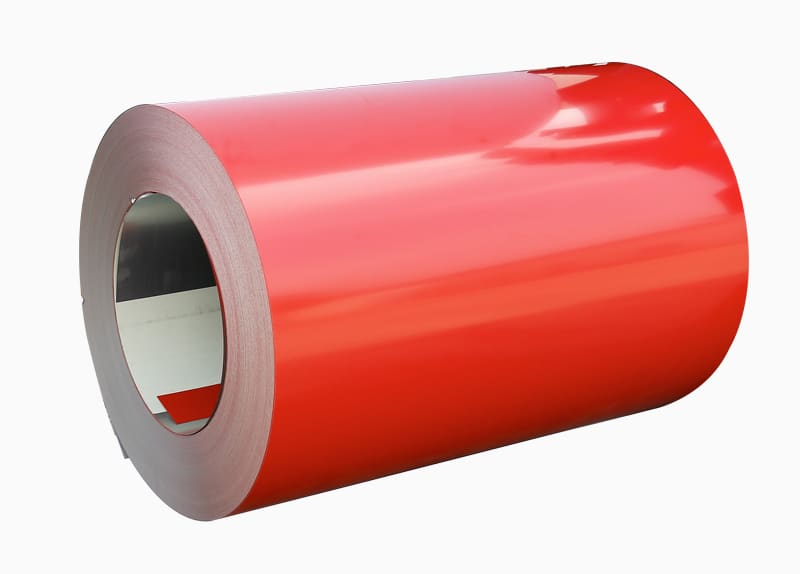
การเคลือบคอยล์เป็นหนึ่งในกระบวนการพ่นสีที่มีประสิทธิภาพมากที่สุดในการผลิต แถบเหล็กจะผ่านขั้นตอนการเตรียมสารเคมี การลงไพรเมอร์ และการเคลือบทับหน้าโดยใช้เครื่องเคลือบแบบม้วน โดยมีเตาอบบ่มระหว่างแต่ละขั้นตอน กระบวนการทั้งหมดเกิดขึ้นในการส่งผ่านต่อเนื่องเพียงครั้งเดียวที่ความเร็วแถบสูงสุด 200 เมตรต่อนาที ผลลัพธ์ที่ได้คือขดลวดเหล็กเคลือบสีที่มีความสม่ำเสมอสูงและทนทาน ซึ่งช่วยลดความจำเป็นในการทาสีหลังการผลิต สารเคลือบประกอบด้วยโพลีเอสเตอร์, PVDF (โพลีไวนิลิดีนฟลูออไรด์), SMP (โพลีเอสเตอร์ดัดแปลงซิลิกอน) และพลาสติซอล ซึ่งแต่ละประเภทให้ข้อดีที่แตกต่างกันในแง่ของความยืดหยุ่น ความทนทานต่อรังสี UV และความทนทานต่อสารเคมี
เหล็กม้วนได้รับการจัดเกรดตามมาตรฐานระดับชาติและนานาชาติที่กำหนดองค์ประกอบทางเคมี คุณสมบัติทางกล ความคลาดเคลื่อนของขนาด และคุณภาพพื้นผิวที่ยอมรับได้ ระบบมาตรฐานหลักที่คุณจะพบคือ:
| ระบบมาตรฐาน | ต้นกำเนิด | ตัวอย่างเกรดทั่วไป | การใช้งานทั่วไป |
| JIS (มาตรฐานอุตสาหกรรมญี่ปุ่น) | ญี่ปุ่น | SPCC, SPCD, SGCC, SGHC | ยานยนต์ เครื่องใช้ไฟฟ้า การก่อสร้าง |
| EN (มาตรฐานยุโรป) | ยุโรป | DC01, DC04, DX51D, S355 | การขึ้นรูปทั่วไป ผลิตภัณฑ์โครงสร้าง เคลือบ |
| ASTM (สมาคมการทดสอบและวัสดุแห่งอเมริกา) | สหรัฐอเมริกา | A1008, A1011, A653, A36 | ก่อสร้าง อุตสาหกรรม ผลิตภัณฑ์สังกะสี |
| GB (กัวเจีย เปียวจุน) | จีน | Q235, Q345, ST12, ST14 | โครงสร้าง การขึ้นรูปเย็น การเขียนแบบ |
การกำหนดเกรดหลายรายการมีความเท่าเทียมกันในแง่ของประสิทธิภาพของวัสดุ แม้ว่ารูปแบบการตั้งชื่อจะแตกต่างกันก็ตาม ตัวอย่างเช่น JIS SPCC, EN DC01 และ ASTM A1008 CS Type B ล้วนเป็นเหล็กรีดเย็นคุณภาพเชิงพาณิชย์มาตรฐานและมีคุณสมบัติใกล้เคียงกันในวงกว้าง เมื่อทำงานในห่วงโซ่อุปทานระหว่างประเทศ ให้ขอเอกสารอ้างอิงโยงเสมอ หรือให้นักโลหะวิทยาของคุณยืนยันความเท่าเทียมกันก่อนที่จะเปลี่ยนเกรด

เหล็กม้วนถือเป็นหัวใจสำคัญของการผลิตสมัยใหม่ ความอเนกประสงค์ที่แท้จริงของเหล็กแผ่นรีดแบนในรูปแบบ เกรด และการเคลือบที่หลากหลาย หมายความว่าเหล็กจะปรากฏในแทบทุกภาคส่วนของเศรษฐกิจ ต่อไปนี้คือลักษณะการใช้งานที่สำคัญที่สุด:
อุตสาหกรรมยานยนต์เป็นหนึ่งในผู้บริโภคเหล็กม้วนรายใหญ่ที่สุดทั่วโลก เหล็กม้วนรีดเย็นและสังกะสีถูกประทับลงในแผงตัวถัง เปลือกประตู ฝากระโปรง บังโคลน และส่วนเสริมโครงสร้าง คอยล์เหล็ก (UHSS) ที่มีความแข็งแรงสูงและมีความแข็งแรงสูงพิเศษ (UHSS) ซึ่งมีความแข็งแรงให้ผลผลิตเกิน 600 MPa ถูกนำมาใช้มากขึ้นในชิ้นส่วนที่มีความสำคัญด้านความปลอดภัย เช่น เสา B, คานประตู และการเสริมกันชน ซึ่งคอยดูดซับพลังงานจากการชน ในขณะเดียวกันก็ช่วยให้ผู้ผลิตรถยนต์ลดน้ำหนักและบรรลุเป้าหมายการประหยัดน้ำมันเชื้อเพลิง
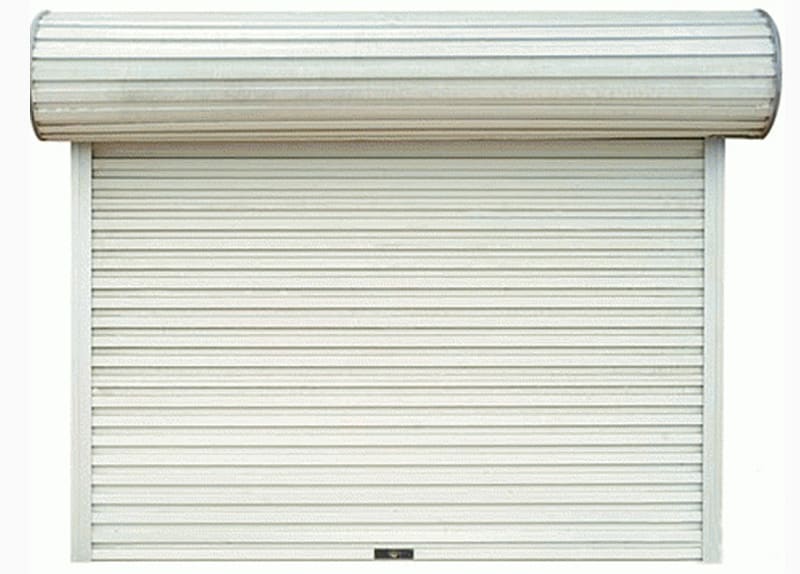
เหล็กม้วนเคลือบสังกะสีและเคลือบสีล่วงหน้าจะถูกม้วนขึ้นรูปเป็นแผ่นหลังคา ผนัง แป หมุดโครงเหล็ก และแวบวับ เหล็กม้วนโครงสร้างรีดร้อนจะถูกกรีดและขึ้นรูปเป็นส่วนกลวง มุม และช่องที่ใช้ในอาคารโครงเหล็ก โกดัง และโครงสร้างอุตสาหกรรม ความต้องการของภาคการก่อสร้างสำหรับคอยล์เคลือบได้รับแรงผลักดันอย่างมากจากความต้องการเปลือกอาคารที่มีอายุการใช้งานยาวนานและบำรุงรักษาต่ำในทุกสภาพอากาศ
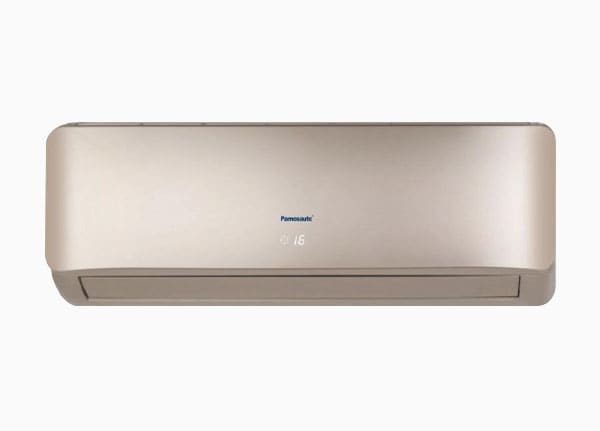
ถังเครื่องซักผ้า ตู้แช่เย็น แผ่นอบเตาอบ และโครงเครื่องปรับอากาศ ล้วนทำจากเหล็กม้วนรีดเย็นหรือเหล็กเคลือบสีสำเร็จรูป อุตสาหกรรมเครื่องใช้ไฟฟ้าต้องการคุณภาพพื้นผิวที่สม่ำเสมอและความทนทานต่อความหนาที่จำกัด เพื่อให้แน่ใจว่าแผงสามารถขึ้นรูป เชื่อม และทาสีได้โดยไม่มีข้อบกพร่อง ขดลวดเหล็กเคลือบกันรอยนิ้วมือ — พร้อมการรักษาพื้นผิวแบบพิเศษที่ช่วยลดรอยนิ้วมือที่มองเห็นได้ — ได้รับความนิยมมากขึ้นเรื่อยๆ สำหรับการตกแต่งอุปกรณ์ระดับพรีเมียม
เหล็กวิลาด — เหล็กรีดเย็นเคลือบด้วยชั้นดีบุกบางๆ — เป็นหนึ่งในผลิตภัณฑ์เหล็กเคลือบแบบดั้งเดิมและยังคงขาดไม่ได้สำหรับกระป๋องอาหารและเครื่องดื่ม ภาชนะบรรจุสเปรย์ และกระป๋องสี เหล็กที่ใช้จะต้องบางมาก (ต่ำเพียง 0.1 มม.) แบนมาก และไม่มีข้อบกพร่องที่พื้นผิว ต้องขึ้นรูปด้วยความเร็วสูงของสายการผลิตกระป๋องสมัยใหม่ เหล็กไร้ดีบุก (TFS) ที่เคลือบด้วยโครเมียมออกไซด์แทนดีบุก ยังถูกนำมาใช้กันอย่างแพร่หลายเป็นทางเลือกที่คุ้มค่าในบรรจุภัณฑ์ที่ไม่ใช่อาหาร
เหล็กม้วน มีบทบาทเพิ่มมากขึ้นในภาคพลังงาน ขดลวดเหล็กไฟฟ้า - แถบรีดเย็นผสมซิลิกอนที่มีคุณสมบัติแม่เหล็กควบคุมอย่างระมัดระวัง - ถูกเจาะเข้าไปในการเคลือบสำหรับแกนมอเตอร์ไฟฟ้าและแกนหม้อแปลง เนื่องจากยานพาหนะไฟฟ้าและการติดตั้งพลังงานหมุนเวียนมีจำนวนเพิ่มมากขึ้น ความต้องการขดลวดเหล็กไฟฟ้าประสิทธิภาพสูงจึงเพิ่มขึ้นอย่างรวดเร็ว ระบบติดตั้งแผงโซลาร์เซลล์ ส่วนหอลม และเหล็กท่อก็ผลิตจากผลิตภัณฑ์เหล็กแผ่นรีดแบนเช่นกัน
แม้แต่จากโรงงานที่มีชื่อเสียง เหล็กม้วนก็อาจมีข้อบกพร่องได้ บางส่วนสืบทอดมาจากกระบวนการผลิตเหล็ก บางส่วนเกิดขึ้นระหว่างการรีด การเคลือบ หรือการขดม้วน การรับรู้ถึงข้อบกพร่องเหล่านี้ช่วยให้คุณตัดสินใจได้ว่าวัสดุนั้นเหมาะสมกับการใช้งาน จำเป็นต้องดาวน์เกรด หรือต้องถูกปฏิเสธ ประเภทข้อบกพร่องที่พบบ่อยที่สุด ได้แก่:
ด้วยประสิทธิภาพการป้องกันสนิมสูง จึงเป็นที่นิยมใช้ในงานก่...
ชื่อเต็มของ PPGI / PPGL COIL คือขดลวดเหล็กชุบสังกะสี / กั...
พอร์ต: เจ้อเจียง จีน ข้อดีของขดลวดเหล็กชุบสังกะสีเคลือ...
การประยุกต์ใช้ PPGI การก่อสร้าง:ภายนอก:การประชุมเชิงปฏ...




